適切な膨張比
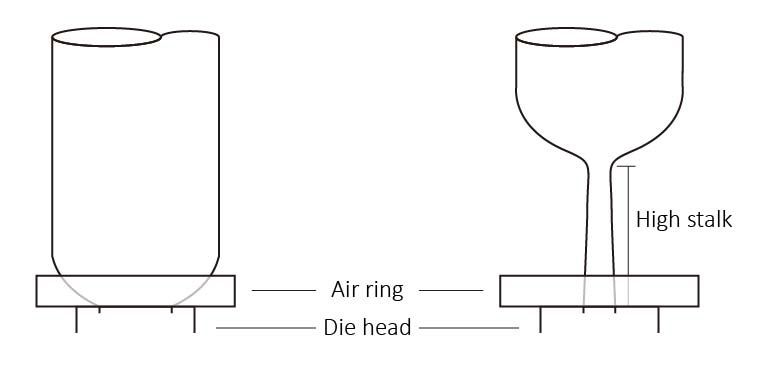
ブローアップ比(B.U.R.)は、最終的なブロー成形フィルムの直径とダイリップの直径の比率であり、フィルムの厚さと強度に影響を与えます。LDPE/LLDPEの場合、B.U.R.は通常2から3ですが、HDPEの場合は6から8の範囲です。
B.U.R.を計算するには、次の式を使用します:
(レイフラットフィルム幅 × 2)÷(3.1416 × ダイリップサイズ)
B.U.R.の最適化は、ブロー成形の生産全体の品質を向上させるために重要です。 B.U.R.を微調整することで、製造業者はフィルムの柔軟性を向上させ、引き裂きに対する耐性を高め、加工能力を改善することができます。 最適なB.U.R.は透明性も向上させ、パッケージングや美的魅力を必要とする他の用途に理想的な、より明確で高品質なフィルムを生み出します。 さらに、B.U.R.の最適化は一貫したフィルムの厚さを確保し、欠陥や廃棄物を減少させ、コスト効率に直接影響を与えます。 この比率はフィルムの冷却および伸張プロセスに直接関連しており、その機械的特性に影響を与えます。 適切なB.U.R.を維持することで、プロデューサーは映画の次元安定性とパフォーマンスを向上させ、製造上の問題を減らしながら優れた製品品質を実現できます。 全体として、B.U.R.の慎重な管理は、映画のパフォーマンスを向上させるだけでなく、より効率的な生産、より良い最終製品の一貫性、そして材料の使用量の削減にもつながります。
- 関連商品
-

低変動デュアルリップエアリング
AREO-1
薄膜、包装フィルム、膜厚のばらつきが少ない要件に対応したスーパーファストエアリング、AREO-1デュアルリップエアリングから満足を見つけることができます。このエアリングは、100マイクロン以下の薄膜、LDPE...
詳細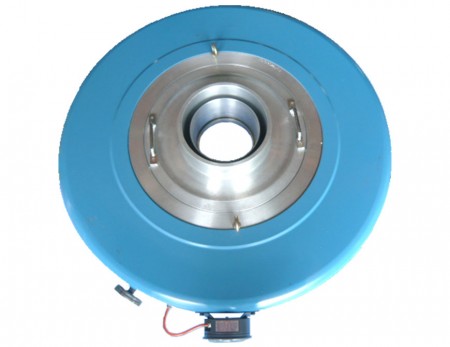
- ファイルダウンロード